How to Choose Injection Molding Surface Finishes and What are the Grades?

Injection molded parts can have a variety of surface finishes. Plastic parts and parts made of other materials can be given various types of finishes for aesthetic or functional purposes. One can influence the texture, look, and feel of the end product using different types of surface finishes.
The choice of surface finish needs to be established very early in the design phase. The reason for this is because the finish type influences the tooling that needs to be used during the manufacturing process. The rougher the finish, the higher the draft angle needed to be able to easily eject the part from the mold. The finish also influences the material that will be used to make the part.
In order to get the right finish, the mold surface may also have to be prepared accordingly. So, many of the vital details of the injection molding process fall into place once the design and the surface finish is determined.
Why different finishes are sought by manufacturers?
Aesthetic reasons
Often times, a specific type of surface finish is desired to improve the look and feel of a product. A product which has a nice finish can attract the attention of potential customers. This is especially true in retail. The perceived value of the product gets increased with a good finish.
Another interesting reason for surface finishes, especially a textured finish, is to be able to hide any imperfections. Line marks, sink marks, and other injection molding process-related imperfections can be easily masked by using certain types of finishes.
Keeping with the aesthetic theme, a third reason for using surface finishes is to mask any wear-and-tear that may arise from product shipping or other supply chain processes. Or, a surface finish may be used to mask fingerprint smudges on a product which comes into contact with the hands quite frequently.
Functional reasons
Besides aesthetic reasons, there are some functional aspects while manufacturing and then using a part which drive decisions towards having certain types of surface finishes. One possibility is to have a textured finish in order for the paint to stick better to the part. A smooth finish might lead to the paint coming off.
Similar to paint adhesion, sticker adhesion can also influence surface finish decisions. If a product requires the sticking of a label or sticker on its surface, then a finish which would enhance the adhesion of such a sticker is desired.
Some products tend to require a solid grip for higher performance. Think about sports equipment or fitness equipment. The quality of grip on a handle or a bar can be enhanced with a textured finish. Any part which needs to be made slip-resistant can also benefit from a custom surface finish.
Even the injection molding process details can influence surface finish selections. For example, if the part being manufactured will not come across to the moving half of the mold, then some form of substitute is needed to provide a pull that is needed. Undercuts arising out of a textured finish can give the necessary pull factor.
Often times, when injection molding plastic parts, plastic flow creases can ruin the quality of the part being made. However, these plastic flow creases can be tackled with a textured finish. A textured finish can add useful strength as well as enhance the safety levels.
How the molding process affects the surface finish
For determining the most optimal surface finish, the injection molder and the design engineer need to communicate. The surface finish options depend a great deal on the chemical make-up of the material being used and the design aspects of the part being manufactured.
The choice of material
Every material has different physical and chemical properties. Metrics like melting temperature also play a vital part in the ability of a material to deliver a certain type of surface finish. The additives used in the material also affect the end finish of the part.
For instance, if a glossy finish is required and material with crystalline resin is being used, then a high melt temperature is required to reduce roughness and increase the gloss effect on the part. In the case of selecting additives, one needs to have a deep knowledge of material science to know which additives to add. Certain materials and fillers can actually increase the roughness on the surface.
Do note that simply having a polished mold surface does not necessarily mean a high level of gloss. Factors such as mold design, the molding conditions, and the plastic resin used as the material all affect the quality of gloss. The material matters a lot.
It is not only the material of the part that matters. Even the material of the mold plays a significant role in the quality of finish. For a glossy finish, a finely polished mold made of tool steel with very high hardness is necessary. Simply polishing any mold will not give you the results you want.
You can now use technology to simulate how the material you plan to use will deliver the surface finish that you want. You can even test for the occurrence of any defects during the manufacturing process. Mold flow simulation software packages can help you select the best material for your application.
Temperature and Injection velocity
The speed with which the molten material can be injected greatly influences the ability to get the right quality of finish. For a glossy finish, a fast injection speed is desired. A faster filling through the mold cavity can also reduce the visibility of weld lines and improve the overall appearance of the surface finish.
A high injection speed, when combined with a high mold and melt temperature, improves the smoothness of the surface.
The Types of Finishes
The Society of Plastics Industry of SPI has established industry standards for surface finishes and features. These SPI standards are related to the cosmetic quality of the plastics used in the molded part. There are a total of 12 grades of surface finishes and those grades are grouped into 4 categories. The categories range from a smooth mirror-like finish to a rough dull surface.
Smooth and glossy finish
For the smoothest and glossiest finishes, SPI grades A1, A2, and A3 are suggested. These grades involve the use of hardened tool steel molds with a buffed mold surface using fine diamond powder. The mirror luster gives a smooth and shiny finish that is almost mirror-like. Products like visors, plastic mirrors, and optical goods are made using these sorts of finishes.
| Finish | SPI grade | Typical surface roughness Ra (μm) |
|---|---|---|
| Super High Glossy finish | A-1 | 0.012 to 0.025 |
| High Glossy finish | A-2 | 0.025 to 0.05 |
| Normal Glossy finish | A-3 | 0.05 to 0.10 |
Semi-glossy finish
One step below the SPI grades above are grades B1, B2, and B3 which deliver a semi-glossy finish using a hardened tool steel mold with some sheen on its surface. The mold surface is polished with emery cloth or ultra-fine grit sandpaper. The semi-glossy finish is a great way to hide machining, molding, and tooling marks.
| Finish | SPI grade | Typical surface roughness Ra (μm) |
|---|---|---|
| Fine Semi-glossy finish | B-1 | 0.05 to 0.10 |
| Medium Semi-glossy finish | B-2 | 0.10 to 0.15 |
| Normal Semi-glossy finish | B-3 | 0.28 to 0.32 |
Matte finish
Perhaps one of the most popular surface finishes is the matte finish. SPI classifies this finish type across grades C1, C2, and C3. The molds used for matte finish are polished using fine stone powders. Diecast parts, industrial parts, and consumer goods all use a matte finish. This finish not only gives a good aesthetic appearance, but also helps mask machining marks.
| Finish | SPI grade | Typical surface roughness Ra (μm) |
|---|---|---|
| Fine Matte finish | C-1 | 0.35 to 0.40 |
| Medium Matte finish | C-2 | 0.45 to 0.55 |
| Normal Matte finish | C-3 | 0.63 to 0.70 |
Textured finish
Lastly, we have the textured finish, classified as SPI grades D1, D2, and D3. The mold used for the textured finish is first smoothened using fine stone powder and then dry blasted with aluminum oxide and sometimes glass bead. A textured finish gives a good grip quality on the surface, hides deformations and marks, and at times even helps mask fingerprint smudges.
| Finish | SPI grade | Typical surface roughness Ra (μm) |
|---|---|---|
| Satin Textured finish | D-1 | 0.80 to 1.00 |
| Dull Textured finish | D-2 | 1.00 to 2.80 |
| Rough Textured finish | D-3 | 3.20 to 18.0 |
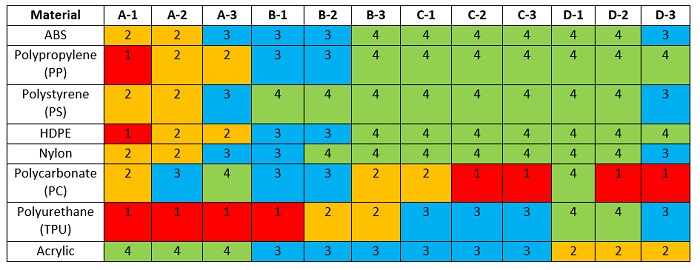
Material suggestions for different SPI grade finishes
The following is a list of some of the most commonly used injection molding materials along with a rating on each one’s usability for all the SPI grades from A1 to D3.
1 = Not recommended
2 = Average results
3 = Good results
4 = Highly recommended