
Rotomolding vs Injection molding: What’s the difference?

What is Rotomolding?
Rotomolding is a production technique that is used to manufacture hollow parts of limitless sizes. Large plastic parts can be manufactured in a cost-effective manner using rotomolding.
Resins or plastics (in a powder form) are poured into a hollow-shaped mold at first. Then, the mold is heated and rotated slowly in vertical and horizontal planes. The constant heating and rotating makes the resin melt and distribute evenly along the inner surface of the mold.
The result of this process is a pre-designed part with uniform wall thickness. The corners of a rotomolded part will end up having denser walls because more material will tend to accumulate at the corners and edges of the mold.
Rotomolding is more useful when smaller batches of hollow designs need to be manufactured. Containers, tanks, water cooler jugs, and even kayaks are made using rotomolding.
What is injection molding?
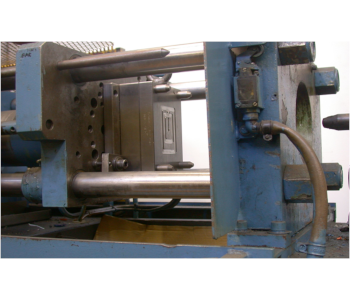
Injection molding essentially involves injecting a melted plastic mixture into the cavity of a tightly held mold. The injected plastic is hot when injected and cools down to take the shape of the mold.
The mold can be designed and made to suit any shape or size of the end product that you are trying to manufacture. Designing and creating a mold is a complex high-skill process.
Either aluminum or steel is used to create the mold. Molds can be designed to produce identical copies of one part, or they can be designed to produce multiple parts that fit together.
Injection molding is used in situations where exact replicas of the same item are to be made in large volumes. Injection molding is the most common modern method for manufacturing plastic products.
Advantages of Rotomolding

Rotomolding produces a comparatively more even spread of the plastic material. This type of application, therefore, results in a stronger, more flexible, and more durable end product.
Products that are meant to be used in rugged environments or places with high temperature will be less likely to break or crack if the rotomolding method is used. The reason is the elimination of stress points in a rotomolded product due to higher thickness walls at the corners and edges.
Rotomolding enables the manufacturer to achieve a consistent wall thickness. Injection molding relies on using pressure to force through melted plastic and the wall thickness isn’t as uniform. Plus, injection molded products tend to have thinner wall thickness at the corners. This makes the stress points of the product more vulnerable.
The surface of a rotomolded product will have no parting lines or weld lines on them. Injection molding, on the other hand, will result in such surface imperfections which cannot be avoided.
With rotomolding, it is possible to add features like threads and internal pipes to the mold before the actual rotomolding process begins. Serial numbers and bar codes can also be molded into the wall of the product rather than sticking labels after the molding process.
Rotomolding can allow the manufacturing of complex shapes in one single piece. With injection molding, one may have to make multiple elements of the same part and then put everything together. However, this design of multiple elements may add stress points which can cause breakage.
The lead time for rotomolding is shorter than the lead time for injection molding. The lead time, on average, can be between six and eight weeks. The lead time for injection molding can range anywhere between twelve to sixteen weeks.
Hence, if small batches of a product are needed and if the job is time-sensitive, then rotomolding may be a better option.
Advantages of injection molding
Injection molding allows for complex mold designs. Hence, products with complex shapes and designs can be made using injection molding. Toys, bottle caps, knobs, and certain kitchen appliances are commonly made using injection molding.
Injection molding also supports a broader range of materials for use with the mold. Rotomolding tends to only work with poly-based resins (like polyethylene, polycarbonate, and polyurethane) and polyamides (like nylon and plastisols). These materials have to be grounded to a powder form.
Besides, the plastics used in injection molding cost less than the additives which are mixed with rotomolding resins.
Additives can be used in the injection molding process to regain some of the physical properties that may have been lost during the molding process.
For bulk production, injection molding is a more cost efficient process. Injection molding can produce more items on the production line. When a huge batch is to be produced, then injection molding is a quicker process than rotomolding.
However, if we talk about the tooling time and the lead time just to get everything ready for production, then injection molding is actually a longer and more expensive process. Making the molds for injection molding requires more tooling than the molds used in rotomolding. The major time saving is in the production phase, especially in the case of bulk volumes.
The actual rotomolding production process is more complicated. Hence, each portion of the product being manufactured will spend more time in the rotomolding process before it gets completely made.
Injection molding is a much faster process after all the tooling and preparations have been done. If you were to make the same product using rotomolding and injection molding for an hour, then injection molding will churn out more parts in that duration.
Hence, the per-unit cost of a manufactured piece is lower in the case of injection molding provided that the production batch is sufficiently large. Injection molding is a relatively cheaper process than rotomolding. Rotomolding requires expensive base materials and it takes longer as well.
Injection molded products are normally lighter in weight than rotomolded products. The main reason for this difference in weight is the fact that the corners of rotomolded products have thicker walls as they use up more material.
I’ve been curious about plastic injection molding processes since I’m planning to have lots of phone cases created for my future business. I didn’t know that plastic injection molding involves injecting the melted mixture of plastics in a cavity, which might explain the lines that some plastic products have. If I were to choose, I’ll go to a service that offers this so I’ll know how much this costs. http://www.pacific-im.com/plastic-injection-molding-and-assembl
It’s good to know that plastic injection molding is very cost-efficient for bulk projects. I’ll make sure to keep that in mind when producing plastic parts for the prototyping of my new crafting project. Getting such services would also give me an opportunity to see how professionals ensure the quality of their products.
https://www.triteccorp.com/